
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






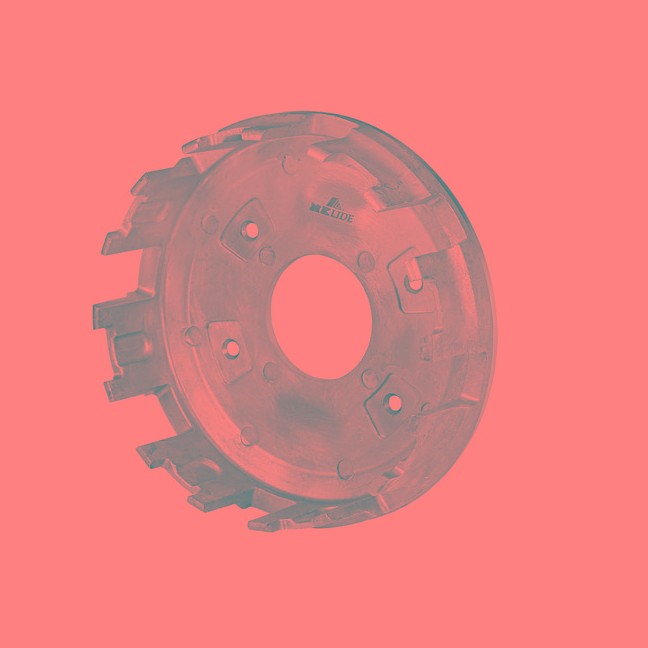

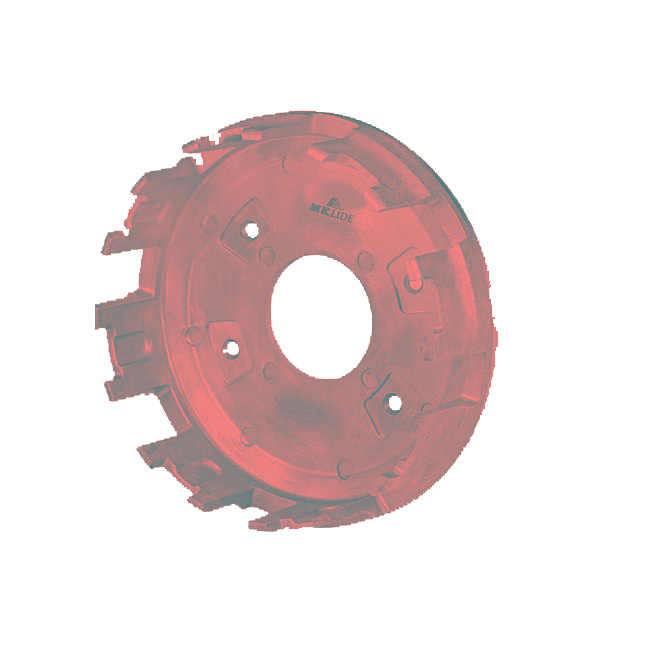
Komponen kopling casting
Xiamen Hongyu Intelligent Technology Co., Ltd. adalah produsen profesional komponen kopling casting, yang mencakup area seluas 12.000 meter persegi, dilengkapi dengan pusat pemesinan, mesin corat CNC gantry, mesin pemotong laser, mesin bending CNC dan peralatan lainnya. Perusahaan ini memiliki lebih dari 70 insinyur dan profesional yang terampil. Produk diekspor ke lebih dari 30 negara termasuk Amerika Serikat, Meksiko, Spanyol, Norwegia, Maroko dan Korea Selatan.
Jenis Produk: Komponen Kopling Casting
Ukuran: Kustomisasi didukung
Kontrol Kualitas: 100% Inspeksi Penuh
Sertifikasi: ISO9001/CE/ROHS, IATF
mengirimkan permintaan
Deskripsi Produk
Karena permintaan ringan, beberapa bagian utama dalam mobil telah dikonversi menjadi produksi casting die scale besar. Mengingat masalah casting kualitas dan laju hasil yang mungkin timbul dari proses casting die, bagaimana mengkonfirmasi masa pakai komponen casting clutch telah menjadi fokus dari karya pemasok bagian kopling cast.
HY menggunakan sistem simulasi casting untuk mempelajari desain sistem overflow, menganalisis pengaruh parameter proses seperti jangkauan kecepatan tinggi dan meningkatkan waktu pada cacat pori, dan mendapatkan pengalaman dalam meningkatkan cacat pori, yang memberikan pengalaman untuk pengembangan produk berikutnya.
Komponen cor clutch berisi beberapa bagian penting:
1. Cast clutch componentsflywheel. Pertama, ini berfungsi untuk mempertahankan inersia rotasi. Kedua, memberikan cincin roda gigi yang diperlukan untuk starter untuk terlibat. Ketiga, ini menyediakan permukaan gesekan penggerak untuk pelat gesekan.
2. Pelat tekanan kopling. Pelat tekanan memberikan tekanan untuk menjaga pelat gesekan yang digerakkan antara pelat tekanan dan roda gila. Pelat tekanan berisi diafragma atau pegas yang memberikan tekanan pada permukaan casting atau penggerak utama. Untuk melepaskan atau melepaskan drive, tuas diafragma atau kopling diaktifkan untuk memisahkan casting utama dari pelat yang digerakkan. Paduan besi cor, seperti Grey Cast Iron GG30, GG25 (Jerman standar DIN 1691), biasanya digunakan untuk memproduksi coran pelat tekanan kopling. Bahan -bahan ini memiliki kekuatan tekan yang tinggi, kekuatan tarik rendah dan tidak ada keuletan.
3. Bantalan Rilis Perakitan Kopling. Menyediakan media penggerak antara unit kopling berputar dan garpu kopling tetap dan gearbox. Bantalan akan menyerap gaya pelepasan kopling dan mengurangi keausan antara komponen yang berputar dan tidak berputar.
Struktur dan titik desain komponen casting clutch
Output tahunan komponen casting clutch yang diproduksi oleh HY melebihi 120.000 buah. Keseluruhan dibentuk oleh proses casting die dan cocok dengan tungku kuantitatif untuk mengangkut cairan aluminium.
Bagian bawah komponen kopling casting adalah permukaan mesin, yang terhubung ke rumah gearbox. Perangkat suspensi di sisi kiri dan kanan digunakan untuk pemasangan kendaraan dan fiksasi gearbox, yang memiliki persyaratan kekuatan tinggi. Permukaan flensa dan permukaan sambungan gearbox dan cacat lubang udara dari perangkat suspensi adalah titik kontrol utama.

Definisi cacat komponen casting clutch
Selama produksi casting die dari komponen kopling, lubang di dalam casting disebut pori-pori, juga dikenal sebagai rongga penyusutan atau porositas penyusutan. Bentuk umum termasuk lubang bola dengan dinding bagian dalam yang halus atau kasar, atau struktur longgar yang terdiri dari sejumlah besar lubang kecil.
Cacat biasanya terjadi di beberapa titik panas di mana ketebalan dinding sangat bervariasi, dan dinding bagian dalam lubang menyajikan tonjolan casting kristal dendritik atau struktur seperti spons.
Kecuali jika pori -pori besar dan sangat mempengaruhi kinerja rem kopling, pori -pori umumnya memiliki sedikit efek pada kekuatan dan integritas casting. Cacat porositas dapat dikompensasi dengan pengobatan infiltrasi, yang memiliki efek tertentu pada peningkatan keketatan udara. Tentu saja, tidak semua cacat pori dapat diobati dengan metode ini. Metode ini hanya dapat digunakan ketika cacat tidak serius.
Kita semua sepakat bahwa kesempurnaan tidak ada, sehingga pori -pori tidak sepenuhnya dilarang. Tentu saja, ini tidak mencegah kita mengejar kesempurnaan. Porositas, cacat internal, dapat dinilai sesuai dengan tingkat persyaratan tertentu yang ditentukan dalam "standar kualitas untuk coran mati", yaitu, diameter penyusutan dari setiap area komponen kopling casting tidak boleh lebih besar dari φ2.3mm, dan diameter penyusutan permukaan setelah pemrosesan tidak diizinkan lebih besar dari φ1.5mm.
Metode utama untuk mendeteksi cacat porositas adalah pengujian anatomi dan pengujian non-destruktif. Coran mati yang penting akan menjalani pengujian non-destruktif X-ray dari semua cacat internal.
Deskripsi singkat tentang teknologi pemrosesan HY
Selama proses produksi massal, HY akan terus meningkatkan prosesnya sendiri. Misalnya, ketika pori -pori sering ditemukan di suatu tempat dalam casting clutch komponen, HY akan mencoba meningkatkan solusi proses.
Pertama, tentukan cacat posisi lubang dan morfologi, mendiagnosis penyebabnya, dan tentukan apakah itu cacat umum melalui data statistik deteksi.
Ada banyak rencana perbaikan, seperti meningkatkan volume produk di mana cacat rentan terjadi, meningkatkan ketebalan alur overflow untuk meningkatkan efek buang, atau menyesuaikan posisi saluran alur knalpot untuk mencegah cairan aluminium dari mengalir ke alur yang meluap di muka, dll.
Mengapa Memilih Hy
Produsen Kustom Profesional: Dukungan Kustomisasi OEM/ODM, kami adalah pemasok suku cadang kopling cast profesional
Sistem Sertifikasi Lengkap: HY telah lulus ISO9001: 2008 Sertifikasi Sistem Manajemen Kualitas, Sertifikasi Sistem Manajemen Kualitas CQM dan Sertifikasi Sistem Manajemen Kualitas IQNet. Jika kualitasnya tidak memenuhi standar, kami dapat menggantinya secara gratis.
Selamat datang semua pelanggan untuk mengunjungi pabrik: Kami dengan tulus menyambut semua pelanggan untuk mengunjungi kami.
Tag Panas: Komponen kopling casting, Cina, produsen, pemasok, pabrik, kutipan, kualitas
Tag Produk
Kategori Terkait
mengirimkan permintaan
Jangan ragu untuk memberikan pertanyaan Anda dalam formulir di bawah ini. Kami akan membalas Anda dalam 24 jam.








